 Our Products
Our Products 

Activated Alumina Powder
300.00 - 500.00 INR/Kilograms
Minimum Order Quantity : 50 Kilograms
Delivery Time : 1-7 Days
Usage Used for removing moisture and impurities from liquids and gases
Type Powder
Taste Tasteless
Structural Formula Al2O3
Storage Store in a tightly closed container in a cool, dry, well-ventilated area
Standard Complies with industrial standards
Solubility Insoluble in water, soluble in strong acids and alkalis
Smell Odorless
Shape Fine Powder
Refractive Rate n=1.76
Purity 99% min
Poisonous Yes
Ph Level Approximately 7.0 (neutral)
Other Names Alumina, Aluminum Oxide
Molecular Weight 101.96 g/mol
Molecular Formula Al2O3
Melting Point Approximately 2050A C
Main Material Activated Alumina (Al2O3)
HS Code 28182000
Grade Industrial Grade
Form Powder
EINECS No 215-691-6
Density 3.4 Gram per cubic centimeter(g/cm3)
Classification Oxide
Chemical Name Activated Alumina
CAS No 1344-28-1
Boiling point N/A (does not boil, sublimes)
Application Water Treatment, Catalyst, Desiccant, Gas Drying, Adsorbent, Water Treatment, Catalyst, Desiccant, Gas Drying, Adsorbent
Supply Ability 1000 Per Month
Sample Policy Within a certain price range free samples are available
Sample Available Yes
Packaging Details Standard Packing.
Main Domestic Market All India
About this product
We have emerged as a leading manufacturer and exporter of Activated Alumina Powder. This pharmaceutical chemical is used as air dryer desiccant, water treatment adsorbent and catalyst carrier in different sectors like oil, gas and petro chemicals. Due to its ability to absorb pollution materials, the Activated Alumina Powder is used to absorb paraffin in the water gas. The distinctive characteristics of this chemical include its odorless nature, tasteless feature, high mechanical strength and smooth surface. This specific chemical is insoluble in water.
Exceptional Adsorption for Industrial Purposes
Activated Alumina Powder excels in adsorption due to its high specific surface area and pore volume, making it a preferred choice for moisture and impurity removal in a variety of industrial settings. Its fine particle size ensures efficient contact and rapid processing, enhancing results in water treatment, gas drying, and catalytic applications.
Durability and Ease of Handling
With a Mohs hardness of 8-9 and high abrasion resistance, this powder maintains integrity during use and transport. The bulk density, shelf life, and neutral pH facilitate simple storage and handling, while its insolubility in water and stability in different environments ensure safe application.
Reliability and Compliance
Produced in India under strict industrial standards (CAS No: 1344-28-1, EINECS No: 215-691-6, HS Code: 28182000), the activated alumina powder guarantees consistent quality. Its non-poisonous, odorless, and tasteless characteristics make it suitable for sensitive filtration and purification processes.
FAQs of Activated Alumina Powder:
Q: How is Activated Alumina Powder utilized in water treatment processes?
A: Activated Alumina Powder removes contaminants such as fluoride, arsenic, and moisture from water by adsorbing them onto its highly porous surface. Its fine particle size and substantial specific surface area allow for efficient purification and treatment, commonly as a filtration or adsorption medium.Q: What are the key benefits of using activated alumina powder in gas drying applications?
A: The primary benefits include its high adsorption capacity, rapid moisture removal due to fine particle size, and strong resistance to abrasion. These properties enable effective gas drying, protect downstream equipment, and enhance operational efficiency in industrial settings.Q: When should activated alumina powder be replaced in a filtration system?
A: Activated alumina powder should be replaced when its adsorption capacity diminishes, typically at the end of its operational cycle (before reaching the 2-year shelf life) or when treated media show signs of increased impurities or moisture content. Regular monitoring of filtration performance ensures optimal operation.Q: Where should activated alumina powder be stored for optimal shelf life?
A: The powder should be stored in a tightly closed container, in a cool, dry, and well-ventilated area. Proper storage minimizes moisture absorption and protects the products physical properties, ensuring a shelf life of up to two years from the date of manufacture.Q: What is the process for using activated alumina powder in industrial applications?
A: Usage involves dispersing the powder into filtration columns, reactors, or dryers where fluids or gases pass through. Its high surface area facilitates rapid adsorption and impurity removal, making it effective in catalyst, water treatment, and desiccant systems.Q: Is activated alumina powder safe to handle and use?
A: Yes, activated alumina powder is non-poisonous, odorless, and tasteless. It complies with industrial safety standards and poses minimal risk under normal handling conditions. Standard precautions such as avoiding inhalation of powder and maintaining clean working environments should be followed.Q: What advantage does the high Mohs hardness offer during operation?
A: The high Mohs hardness (8-9) assures strong resistance to crushing, abrasion, and degradation during use and transport, which translates to longer operational life and consistent performance in industrial systems.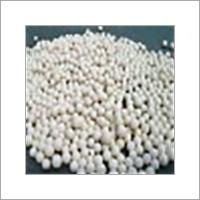
High Quality Activated Alumina
300.00 - 500.00 INR/Kilograms
Minimum Order Quantity : 50 Kilograms
Delivery Time : 1-7 Days
Usage Industrial, chemical processing, petroleum refining
Type Activated Alumina
Taste Odorless and tasteless
Structural Formula Al2O3
Storage Store in a dry, ventilated area
Standard Meets industrial standard
Solubility Insoluble in water and most organic solvents
Smell Odorless
Shape Spherical beads
Refractive Rate 1.76 at 20A C
Purity 90% min
Poisonous Yes
Ph Level 7 (neutral)
Other Names Activated Aluminium Oxide, Desiccant Alumina
Molecular Weight 101.96 g/mol
Molecular Formula Al2O3
Melting Point 2040A C
Main Material Aluminum oxide (Al2O3)
HS Code 28182000
Grade Industrial Grade
Form Solid
EINECS No 215-691-6
Density 3.9 Gram per cubic centimeter(g/cm3)
Classification Adsorbent
Chemical Name Activated Alumina
CAS No 1344-28-1
Application Water purification, desiccant, catalyst carrier, air and gas drying, Water purification, desiccant, catalyst carrier, air and gas drying
Supply Ability 1000 Per Month
Sample Policy Within a certain price range free samples are available
Sample Available Yes
Packaging Details Standard Packing.
Main Domestic Market All India
About this product
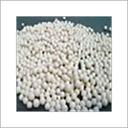
We have emerged as a leading industry player in the domain of manufacturing and exporting of High Quality Activated Alumina. This chemical has a key role in hydrogen generation process, air separation mechanism, fluorine treatment for H2O2 and deep drying of ethylene and propylene. The distinctive features of High Quality Activated Alumina include its high strength, good moisture absorption capacity and high efficiency level. As part of our systematic working procedure, we put stress on proper packaging of offered chemical to safeguard its original quality.
SPECIFICATION
| Shape / Form | Spherical / Beads / Ball |
| Grade | 4A |
Superior Adsorption and Drying Capabilities
Activated Aluminas high surface area and pore volume make it exceptionally effective for removing moisture and impurities. It is widely used as a desiccant in air and gas drying systems, ensuring optimal dehydration and purity. The material is also popular for water purification and as a catalyst carrier in chemical industries, delivering reliable performance in varied environments.
Clean, Safe, and Durable Material
This industrial-grade product is non-poisonous, odorless, and tasteless, making it safe for use in demanding industrial settings. Its robust crushing strength and low attrition loss guarantee longevity, while resistance to water and organic solvents enhances durability. Activated Alumina is easy to store and handle, with a recommended shelf life of 24 months when kept in a dry, ventilated area.
FAQs of High Quality Activated Alumina:
Q: How is High Quality Activated Alumina used in water purification processes?
A: Activated Alumina efficiently adsorbs contaminants like fluoride, arsenic, and silica from water. Its high surface area allows rapid removal of impurities, making it ideal for industrial and municipal water treatment applications.Q: What benefits does the 300 m/g surface area provide for industrial applications?
A: The extensive surface area enhances the products adsorption capability, ensuring effective moisture and impurity removal from gases and liquids. This leads to improved efficiency in drying and purification systems.Q: When should Activated Alumina be regenerated, and what is the process?
A: Regeneration is recommended after saturation, typically noticed by reduced adsorption efficiency. The process involves heating the alumina, which drives off adsorbed moisture and contaminants, restoring its activity for reuse.Q: Where should Activated Alumina be stored to maintain its effectiveness?
A: Proper storage is essential; keep it in a dry, ventilated area to prevent premature moisture absorption. This helps maintain its shelf life and optimal adsorptive properties.Q: What makes this alumina ideal as a catalyst carrier in chemical processing?
A: Its neutral pH, high crush strength, and inert chemical nature provide a stable support for catalysts, while the porous structure facilitates efficient molecular interaction during reactions.Q: How does attrition loss of 0.1% benefit industrial operation?
A: Low attrition loss ensures the beads retain their original shape and size during use, minimizing dust formation and enhancing operational reliability in continuous processes.

Activated Alumina
300.00 - 500.00 INR/Kilograms
Minimum Order Quantity : 50 Kilograms
Delivery Time : 1-7 Days
Usage Adsorbent, drying agent, water purification
Type Adsorbent
Taste Tasteless
Structural Formula Al2O3
Storage Store in a dry, cool, sealed container
Standard Conforms to industrial quality standards
Solubility Insoluble in water, soluble in alkaline and acidic solutions
Smell Odorless
Shape Spherical bead/pellet
Refractive Rate 1.76
Purity a Y 98%
Poisonous Yes
Ph Level 7 (neutral)
Other Names Aluminum Oxide, Alumina
Molecular Weight 101.96 g/mol
Molecular Formula Al2O3
Melting Point Approximately 1900A C
Main Material Aluminum oxide (Al2O3)
HS Code 281820
Grade Technical
Form Granular solid
EINECS No 215-691-6
Density 3.7 Gram per cubic centimeter(g/cm3)
Classification Oxide
Chemical Name Activated Alumina
CAS No 1344-28-1
Boiling point Not applicable (decomposes before boiling)
Application Water treatment, desiccant, catalyst, fluoride removal, Water treatment, desiccant, catalyst, fluoride removal
Supply Ability 1000 Per Month
Sample Policy Within a certain price range free samples are available
Sample Available Yes
Packaging Details Standard Packing.
Main Domestic Market All India
About this product
We are reckoned as an established manufacturer, supplier and exporter of Activated Alumina. This hard granule is known for its invisible fine pore, non toxic nature, good adsorption ability for moisture and low regeneration temperature. Widely utilized in petro chemical sector,fertilizer manufacturing unit,textile industry and air separation field, the Activated Alumina acts as absorber, desiccant and catalyst carrier. The offered alumina is also useful in the drying process of cracked gas, ethylene and propylene. As a reliable organization, we carefully examine the flawless nature of our product before its final delivery in the market.
Exceptional Performance for Water Treatment and Purification
Activated Alumina is widely used in water treatment applications due to its remarkable adsorption capacity. Its microporous structure enables efficient removal of fluoride, arsenic, and other impurities, ensuring safer, cleaner water. Its neutral pH and non-toxic composition make it suitable for potable water systems and industrial purification processes alike.
Highly Durable and Regenerable for Cost Savings
Thanks to its high hardness and minimal attrition loss, Activated Alumina withstands repeated handling and regeneration cycles. It can be thermally regenerated without significant loss in performance, making it a cost-effective solution for continuous operations. Proper storage ensures a shelf life of up to two years.
Versatile Applications in Industry
In addition to water purification, Activated Alumina is extensively employed as a desiccant in air drying, a catalyst or catalyst support, and for gas purification. Its excellent chemical and physical stability, combined with spherical granular form, ensures compatibility with a wide range of industrial setups and processes.
FAQs of Activated Alumina:
Q: How is Activated Alumina used for fluoride removal in water treatment?
A: Activated Alumina functions as an adsorbent, attracting and binding fluoride ions as water passes through its porous structure. This process effectively reduces fluoride levels to safe concentrations, making it suitable for drinking water and industrial applications.Q: What are the benefits of repeated regeneration with Activated Alumina?
A: Activated Alumina is designed for thermal regeneration, meaning it can be heated to restore its adsorption capacity. This allows for multiple cycles of use, reducing material costs and environmental waste compared to single-use alternatives.Q: When should Activated Alumina be replaced or regenerated?
A: The frequency of replacement or regeneration depends on contaminant concentration and process volume. Typically, regeneration is needed when the material shows reduced adsorption efficiency, which may occur after several operational cycles.Q: Where should Activated Alumina be stored to maintain shelf life?
A: To maximize its up-to-2-years shelf life, Activated Alumina should be kept in a dry, cool, and sealed container. Proper storage prevents moisture intrusion and ensures optimal performance when deployed.Q: What makes Activated Alumina suitable for industrial applications?
A: With high purity (98%), strong physical hardness, low attrition loss, and excellent contamination removal, Activated Alumina is reliable for demanding industrial uses. Its spherical shape and stability enable efficient handling and consistent operation in various systems.Q: Is Activated Alumina safe and environmentally friendly?
A: Yes, Activated Alumina is non-poisonous, odorless, tasteless, and insoluble in water, making it safe for both operators and the environment when handled and disposed of according to guidelines.Q: How does the adsorption process work with granular Activated Alumina?
A: Granular Activated Alumina offers a large surface area and defined pore structure, allowing contaminants like moisture, fluoride, or gases to be captured effectively as fluids pass through the beads or pellets during treatment processes.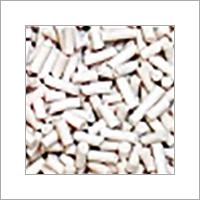

13X Molecular Sieve
300.00 - 500.00 INR/Kilograms
Minimum Order Quantity : 50 Kilograms
Delivery Time : 1-7 Days
Usage Adsorbent, drying agent, purification
Type Molecular Sieve
Taste Tasteless
Structural Formula Crystalline aluminosilicate framework
Storage Store in airtight containers, avoid moisture
Standard GB/T 10504-2013
Solubility Insoluble in water and organic solvents
Smell Odorless
Shape Beads / Pellets
Purity >99%
Poisonous No
Ph Level Neutral
Other Names 13X Zeolite
Molecular Weight ~2000
Molecular Formula Na86[(AlO2)86(SiO2)106]A.XH2O
Melting Point >1000A C
Main Material Synthetic sodium aluminosilicate
HS Code 382490
Grade Industrial Grade
Form Solid
EINECS No 215-283-8
Density 0.69 Gram per cubic centimeter(g/cm3)
Classification Adsorbent
Chemical Name Zeolite, sodium aluminosilicate
CAS No 1318-02-1
Application Other
Supply Ability 1000 Per Month
Sample Policy Within a certain price range free samples are available
Sample Available Yes
Packaging Details Standard Packing
Main Domestic Market All India
About this product
We are a distinguished manufacturer, supplier and exporter of Molecular Sieve Type 13X. The offered chemicals have wide applications in steel industries, petrochemical industries, fertilizer manufacturing sector, pharmaceutical arena, insulating glass industries, refineries, cryogenic air separation units, paint processing sector and so on. This chemical product is notable for its strong water absorption ability and is considered as an important element of dry, desulfurization and purification processes of oil and gas. Our uncompromising attitude regarding the offered Molecular Sieve Type 13X has brought us wide recognition in the market.
Efficient Moisture and CO2 Removal
13X Molecular Sieve excels in adsorbing water vapor and carbon dioxide thanks to its large pore size (10 ) and impressive water adsorption capacity (25.0% at 25C, RH75%). This makes it ideal for air separation, natural gas purification, and drying of gases and liquids. Its strong crystalline aluminosilicate framework ensures longevity and operational stability.
Reliable Performance and Regeneration
Engineered to deliver industrial-grade results, 13X Molecular Sieve features high crushing strength and bulk density. Its regeneration process is straightforward, requiring temperatures between 180350C, allowing for repeated use without loss of adsorption capacity. The low attrition rate (0.1%) guarantees minimal dust generation and product integrity throughout the lifecycle.
Safe Handling and Versatile Applications
Supplied as odorless, tasteless solid beads or pellets, 13X Molecular Sieve is non-toxic and complies with international safety standards. It should be stored in airtight containers to prevent moisture exposure. The product is suitable for exporters, manufacturers, and suppliers worldwide seeking cost-effective solutions for purification and dehydration tasks.
FAQs of 13X Molecular Sieve:
Q: How is 13X Molecular Sieve typically used in industrial applications?
A: 13X Molecular Sieve is primarily used as an adsorbent for removing water, CO2, and other impurities during air separation, natural gas purification, and drying of various gases and liquids. Its high adsorption capacity makes it effective in processes requiring deep purification.Q: What benefits does the 13X Molecular Sieve offer over other types of molecular sieves?
A: Its larger pore size (10 ) allows for broader adsorption capabilities, particularly for moisture and CO2. The high water adsorption (25.0%) and robust structural integrity due to strong crushing strength enable efficient, long-term use in demanding environments.Q: When is regeneration of 13X Molecular Sieve necessary, and how is it done?
A: Regeneration should occur when the sieve becomes saturated with adsorbed materials. This process involves heating the material to temperatures between 180 and 350C to release the adsorbed contaminants, restoring the sieves efficiency for reuse.Q: Where should 13X Molecular Sieve be stored to maintain its effectiveness?
A: To preserve its adsorption properties, 13X Molecular Sieve should be stored in airtight containers and kept away from moisture. Proper storage is crucial to prevent premature hydration and maintain product performance.Q: What is the main material and chemical composition of 13X Molecular Sieve?
A: 13X Molecular Sieve is made from synthetic sodium aluminosilicate, with the molecular formula Na86[(AlO2)86(SiO2)106]XH2O. It features a neutral pH and is non-toxic, designed for safe handling and high purity applications.Q: Is 13X Molecular Sieve suitable for both beads and pellets forms?
A: Yes, the product is available in both bead and pellet shapes, offering flexible options for different processing equipment and industrial requirements. Both forms retain high adsorption capacity and mechanical strength.Contact Us